
مىس زاپچاسلىرى CNC پىششىقلاپ ئىشلەش ھەم سوغۇق ھەم ئىسسىق پىششىقلاپ ئىشلەش جەريانىدا ياخشى شەكىلگە ئىگە بولىدۇ. ئۇنىڭدىن باشقا ، ئىنژېنېرs inچېڭshuo haveمول تەجرىبەsمىس پىششىقلاپ ئىشلەش مەھسۇلاتلىرى ۋە قوشۇمچە زاپچاسلىرىنى يەر يۈزىدە بىر تەرەپ قىلىشتا.
ئومۇمەن قىلىپ ئېيتقاندا ، كۆپىنچە مىس ماتېرىياللار ۋە زاپچاسلارنىڭ ياخشى مەشغۇلاتچانلىقى ، تەۋرىنىشچانلىقى ۋە تەسىر كۈچى ، شۇنداقلا يۇقىرى ئىسسىقلىق ئۆتكۈزۈشچانلىقى ، ئۆتكۈزۈشچانلىقى ، چىرىشكە چىدامچانلىقى ۋە ئۇپراشقا قارشى تۇرۇش ئىقتىدارى بار.

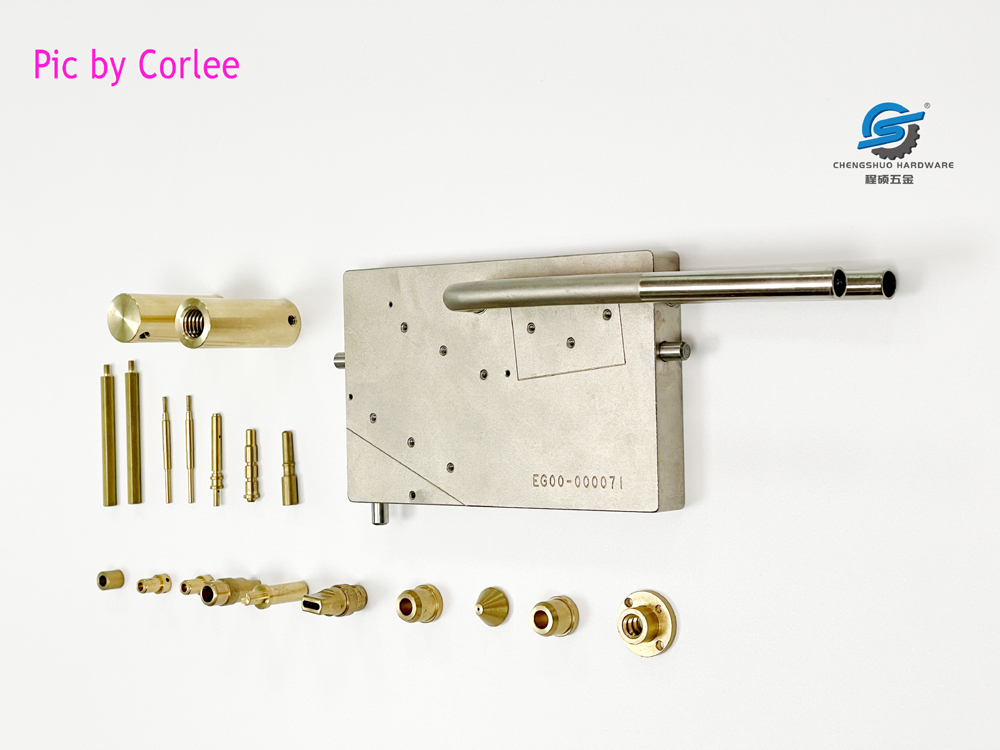
مىس / مىس CNC پىششىقلاپ ئىشلەشنىڭ قەدەم باسقۇچلىرى
1. توغرا تاللاڭمىس /مىس دەرىجىسى
CNC مىس پىششىقلاپ ئىشلەشتىن بۇرۇن ، چوقۇم ئۆزىڭىزگە ماس كېلىدىغان توغرا بولغان مىس دەرىجىسىنى تاللاڭمەھسۇلاتلار'application. مەسىلەن ، مېخانىك زاپچاسلارنى ياساش ئۈچۈن ساپ مىسنى تاللاش نامۇۋاپىق ۋە قىممەت. شۇڭلاشقا ، مىسنى كېسىش ئاسان ماشىنىنىڭ ئىشلىتىشچانلىقى ياخشى بولۇپ ، ئەڭ ماس كېلىدىغان ماتېرىيال ھېسابلىنىدۇ. ئۇنىڭدىن باشقا ، ئۇلارنىڭ تەننەرخىمۇ يۇقىرى.ئېھتىياجتەلەپ قىلىنغان ئىقتىدارنى تەكشۈرۈڭمىس /مىس زاپچاسلىرى توغرا پىششىقلاپ ئىشلەش مىس دەرىجىسىنى تاللاش.
2. ياسىمىچىلىق لايىھىسى (DFM)
بىر تەرەپ قىلىشتىن بۇرۇنمىس /مىس ،چېڭشۇ ماشىنىسازلىق ئىنژېنېرلىرى ئېھتىياجلىقلايىھىلەش تەلىپى ۋە ئۆلچىمىنىمۇ چۈشىنىدۇ. بۇ مىس ئۈچۈن كېرەكلىك ئىقتىدارلارنى ئەمەلگە ئاشۇرۇشقا ياردەم بېرىدۇمىسparts. باش بارماق قائىدىسى تامنىڭ قېلىنلىقى 0.5 مىللىمېتىر بولۇپ ، ئۇنى ساقلاپ ، ئېستېتىك جەھەتتىن يېقىشلىق مىس ئىشلەپچىقىرىدۇ/ مىسparts.
3.مۇۋاپىق يەم نىسبىتىنى بەلگىلەڭ
يەم - خەشەك نىسبىتى كېسىش قورالىنىڭ خىزمەت پارچىسى بىلەن سۈركىلىش سۈرئىتى. توغرا بولغان يەم - خەشەك نىسبىتى مىس زاپچاسلىرىنى پىششىقلاپ ئىشلەشتىن بۇرۇن بېكىتىلىشى كېرەك ، چۈنكى ئۇ مىس زاپچاسلىرىنىڭ سۈپىتىگە ، مۇلازىمەت ئۆمرىگە ۋە يەر يۈزىنىڭ راۋانلىقىغا تەسىر كۆرسىتىدۇ. ئۇنىڭدىن باشقا ، مىس/ مىسئىسسىقلىق ئۆتكۈزۈشچانلىقى تېز ، يەم بېرىش نىسبىتى يۇقىرى بولسا قوراللارنىڭ ئۇپرىشىنى ئاشۇرىدۇ.
4. توغرا قورالنى تاللاڭ
نۇرغۇن مىس ماتېرىياللارنىڭ ئىشلەشچانلىقى ۋە چىدامچانلىقى ئوخشىمايدۇ. شۇڭلاشقا ، مىس زاپچاسلىرىنى پىششىقلاپ ئىشلەشكە ماس كېلىدىغان قورال ماتېرىياللىرىنى تاللاشمۇ ناھايىتى مۇھىم ، بۇ قوراللارنىڭ ئۇپرىشى ۋە ئۆزەك توسۇلۇپ قېلىش قاتارلىق مەسىلىلەرنىڭ ئالدىنى ئالىدۇ.

ئادەتتىكى CNC پىششىقلاپ ئىشلەنگەن مىس مەھسۇلاتلىرىنى بىر تەرەپ قىلىش
مىس ئۈچۈن كۆپ ئۇچرايدىغان يەر ئۈستى داۋالاش ئۇسۇللىرى/ مىسCNC پىششىقلاپ ئىشلەنگەندىن كېيىنكى مەھسۇلاتلار:
1. ئېلېكترولىتلىق سىلىقلاش
ئېلېكترولىتلىق سىلىقلاش يەنە تەييار مىسنىڭ چىرىشكە قارشى تۇرۇش ئىقتىدارىنى يۇقىرى كۆتۈرۈشكە ياردەم بېرىدۇ/ مىسزاپچاسلار. ئېلېكترولىتلىق سىلىقلاش جەريانىدا ، مىس زاپچاسلارنىڭ يۈزىدىن كىچىك بىر قەۋەت ماتېرىيال چىقىرىۋېتىلىدۇ. بۇ ماتېرىيالنىڭ كەڭلىكى ئادەتتە 0.0025 مىللىمېتىردىن 0.063 مىللىمېتىرغىچە بولۇپ ، داۋالاشتىن كېيىنكى بۇ ئۇسۇل تەييار مىسنىڭ يۈزىنى ياساشقا ياردەم بېرىدۇ./ مىسزاپچاسلىرى سىلىق ھەم پارقىراق بولىدۇ ، مەسىلەن نىكېل تاختا.
2
ئېلېكتىرولىزلاش مىسنىڭ خىزمەت ۋاقتىنى ئۇزارتىشقا ياردەم بېرىدۇ/ مىسزاپچاسلار ۋە ئېلېكترولىتلاش مىس مىس زاپچاسلىرىنىڭ سىرتقى يۈزىنى ئوكسىدلىنىشتىن تېخىمۇ قوغداشقا ياردەم بېرىدۇ ، مېتالنىڭ ئۆتكۈزۈشچانلىقى ۋە ئىسسىقلىق ئۆتكۈزۈشچانلىقىغا زىيان يەتكۈزمەيدۇ.
3. Sandblasting
بۇ پىششىقلاپ ئىشلەشتىن كېيىنكى ئۇسۇل مىستىكى كەمتۈكلۈكلەرنى نىقابلاشقا ياردەم بېرىدۇ/ مىسparts. ئۇنىڭدىن باشقا ، قۇم بېسىش يۈزىنى تېخىمۇ چىداملىق ، يۇمىلاق ۋە نازۇك قىلالايدۇ.
يوللانغان ۋاقتى: 12-دېكابىردىن 206-ئايغىچە